Benchmarks et Études de cas
Gestion quotidienne dans l’industrie alimentaire



Ce projet visait à modifier les habitudes et les comportements afin de pérenniser les améliorations. L’intention était qu’en créant des routines pour le suivi systématique des équipes, l’analyse des écarts et des causes racines, et l’identification des opportunités d’amélioration, qu’en engageant tout le monde, chaque jour et dans tous les domaines, une culture d’amélioration continue quotidienne serait initiée pour une croissance durable. Le processus a commencé par la mise en œuvre de la méthodologie KAIZEN™ Quotidien dont le principal objectif était de développer les leaders et les équipes. Le projet a ciblé onze équipes dans une grande entreprise alimentaire au Portugal avec des résultats très positifs vérifiés dans la culture et dans les principaux indicateurs opérationnels.
L’entreprise
Le groupe détient une part de marché de 90% sur le marché portugais des pâtes et dispose de trois unités industrielles dédiées à la production de cette gamme de produits, de céréales et de biscuits.
À la date de démarrage du projet, l’entreprise avait réalisé un solide plan d’investissement dans les infrastructures, les équipements industriels, les systèmes de qualité et dans le développement de ses marques. Afin d’assurer une croissance durable, le besoin s’est fait sentir de lancer un projet qui assurerait la mise en œuvre d’une nouvelle culture, basée sur l’amélioration continue des processus et des opérations.
Le défi
Ce projet de transformation culturelle a été basé sur 3 vecteurs pour assurer une transformation durable : des projets d’amélioration disruptifs avec un objectif très spécifique et limité dans le temps, le développement des chefs d’équipe à travers le programme KAIZEN™ Quotidien qui visait à travailler chaque jour pour éliminer le gaspillage, la variabilité et les difficultés dans les processus et le travail quotidien et, enfin, l’amélioration des activités et des processus soutenant la mise en œuvre d’un projet de changement culturel. Ce cas porte sur la mise en œuvre du modèle KAIZEN™ Quotidien, qui se concentre sur le développement des dirigeants et des équipes.
Lors de la première phase du projet, il a été identifié que les routines d’amélioration étaient faibles ou inexistantes dans la plupart des équipes, que les équipes n’étaient pas tenues responsables des résultats ou n’étaient pas conscientes de leurs performances, qu’il n’y avait pas de mesures incitatives pour l’amélioration du travail et que la participation des employés aux projets stratégiques était limitée.
L’objectif défini était par conséquent le développement et la mise en œuvre d’un modèle de gestion permettant de transformer les équipes opérationnelles en promoteurs constants de l’amélioration continue.
L’approche
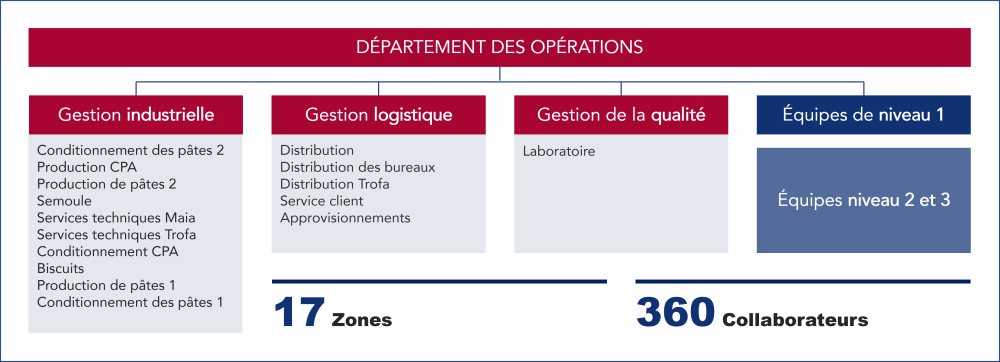
Une transformation globale nécessite l’implication transversale de l’ensemble de l’organisation et toutes les équipes ont été impliquées dans le projet lors des différentes vagues de mise en œuvre. La première vague de mise en œuvre a impliqué les équipes opérationnelles (17 équipes et 360 employés).
Équipes dont la mise en œuvre du KAIZEN™ Quotidien est en cours
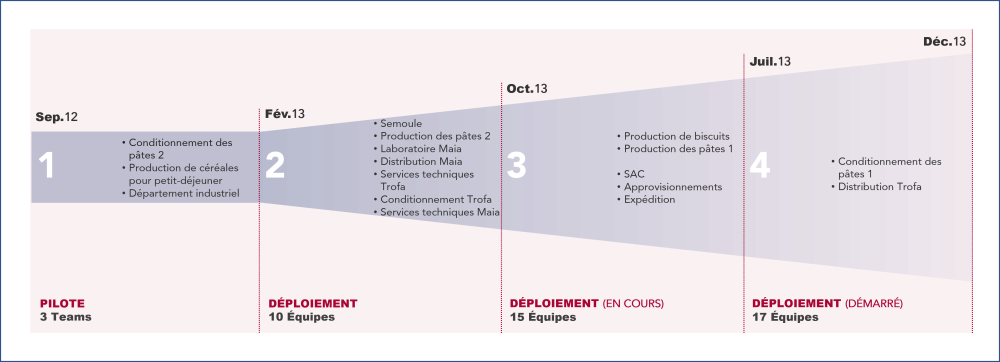
Phases de mise en œuvre du KAIZEN™ Quotidien
La mise en œuvre du KAIZEN™ Quotidien a été réalisée à l’aide d’un programme de développement des équipes, dont les unités de gestion industrielle, d’emballage des pâtes et de production des céréales pour petit-déjeuner ont été sélectionnées comme équipes pilotes pour représenter les différents niveaux hiérarchiques et usines.
Organisation des équipes
La solution conçue pour l’organisation des équipes de niveau trois a comporté trois étapes. Dans la première étape, lorsque les collaborateurs prennent leur poste, ils vérifient le plan de travail et l’affectation des ressources aux différents postes de l’usine. Lors de la deuxième étape, qui a lieu trente minutes après la prise de poste, ils se réunissent avec leurs superviseurs pour discuter des objectifs et des éventuelles anomalies détectées au poste de travail. Enfin, dans une troisième étape, ils partagent leurs résultats avec l’équipe et analysent à nouveau les anomalies qui ont pu se produire. Il est à noter que ces réunions KAIZEN™ Quotidien ont lieu tout au long des quarts de travail. Cette dynamique est soutenue par des tableaux d’équipe qui sont divisés selon les différents moments et l’ordre du jour de chacune des deux réunions.
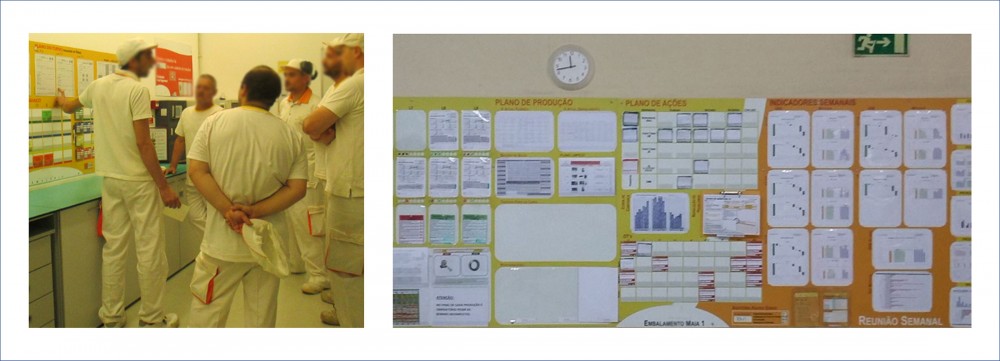
Exemples de réunions et de tableaux d’équipe de niveau 1
Une routine de réunion de niveau 2 a également été créée, dont les participants sont le chef de secteur, les chefs d’équipe et un membre de l’équipe de maintenance. Cette réunion a lieu sur une base hebdomadaire et son ordre du jour comprend l’analyse des indicateurs consolidés, l’analyse du plan de production de la semaine et l’analyse du plan d’action ou cycle PDCA.

Exemples de réunions d’équipe de niveau 2
En plus des bénéfices obtenus grâce à la résolution plus rapide des anomalies et à un démarrage plus efficace des équipes, la mise en place de tableaux visuels et de réunions d’équipe aux niveaux deux et trois a permis aux équipes de se responsabiliser davantage quant à leurs résultats.
Pour la gestion industrielle, trois types de réunions avec des périmètres et des fréquences différents ont été définis pour les deux centres de production : réunion opérationnelle, réunion de planification et réunion stratégique.
La réunion opérationnelle comprend la mise à jour du plan d’action, l’analyse des indicateurs et, une fois par mois, la présentation d’un 3C (méthodologie structurée de résolution de problèmes) par l’un des responsables de zone.
L’objectif principal de la réunion de planification est d’analyser les plans de production et certains indicateurs de conformité et de stock. Avec la mise en place de cette réunion, le temps consacré à la planification de la production par les dirigeants a été réduit de 35%.
Quant à la réunion stratégique, elle consiste à suivre les projets de la zone industrielle et à revoir la stratégie.
Organisation du lieu de travail
Afin de créer des espaces de travail productifs et sûrs, des campagnes 5S ont été développées dans tous les secteurs de la direction industrielle. Une équipe multidisciplinaire a été mise en place, composée de responsables et de collaborateurs du département, de la maintenance et de la qualité.
Pour garantir la cohérence, un manuel de bonnes pratiques et de règles visuelles a été créé, définissant les symboles à utiliser, le code de couleurs, les méthodes d’identification, etc.

Exemples de bonnes pratiques 5S
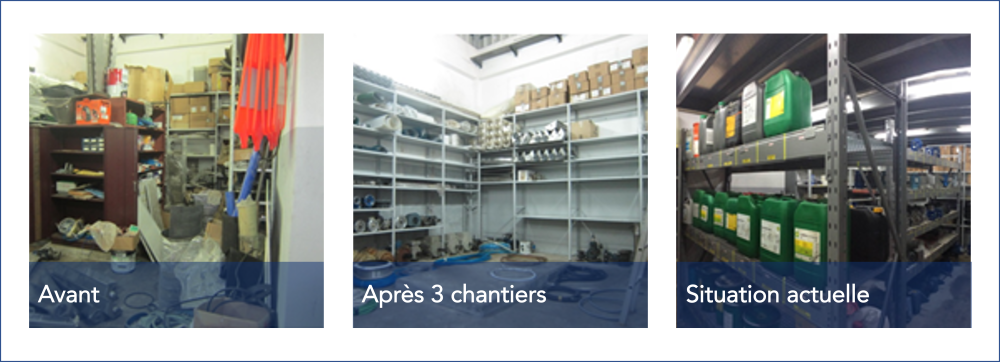
Analyse de la situation avant et après le chantier de maintenance
Standardisation
Le processus de standardisation a commencé par l’identification des tâches et leur hiérarchisation sur une matrice. Ensuite, et suivant les priorités, les standards ont été transférés vers un tableau de suivi visuel.

Ordre de priorité de la standardisation
Concrètement, le tableau de suivi visuel des tâches à standardiser représente une version légèrement modifiée du cycle SDCA (Standardiser, Faire [Do], Vérifier [Check], Agir) à la différence qu’il met davantage l’accent sur les processus de formation et de suivi des standards. Une formation adéquate des employés aux standards instaurés est essentielle pour que l’équipe soit aussi polyvalente que possible. Le suivi des standards par la direction est également une étape clé du processus.
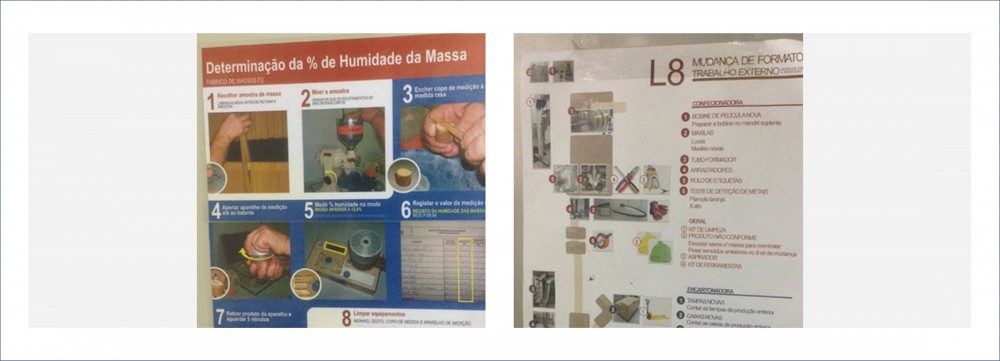
Exemple de standards visuels : OPLs
Un autre point clé a été la définition de l’emplacement des standards, en favorisant leur placement près du point d’utilisation. Cependant, comme il s’agit d’une industrie alimentaire, il a été nécessaire dans certains cas de créer des stations de consultation et des kiosques qui centralisaient les standards d’une ou plusieurs stations.

Exemple de standards au point d’utilisation
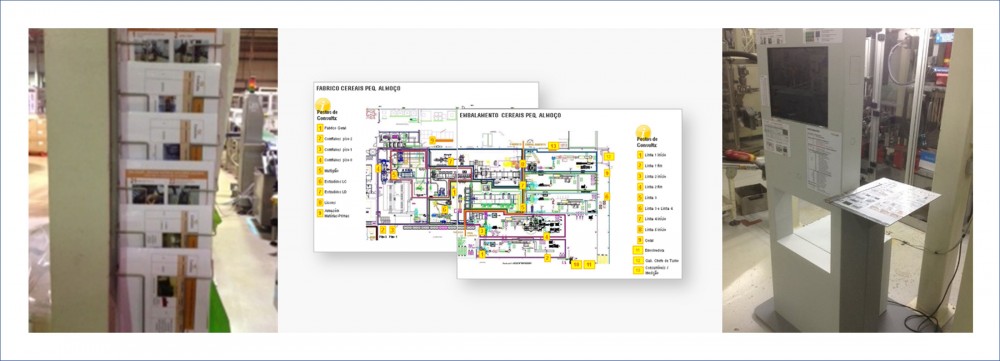
Stations de consultation des standards
Résolution de problèmes
Après avoir atteint la stabilité de base développée dans les trois premiers niveaux, les équipes ont été formées à une méthodologie structurée de résolution des problèmes appelée 3C (cas, causes et contre-mesures). Cette méthode a permis de créer un processus de remontée des problèmes qui n’ont pas été résolus au cours du quart ou de la semaine par le biais du PDCA afin d’alimenter un entonnoir de problèmes complexes.
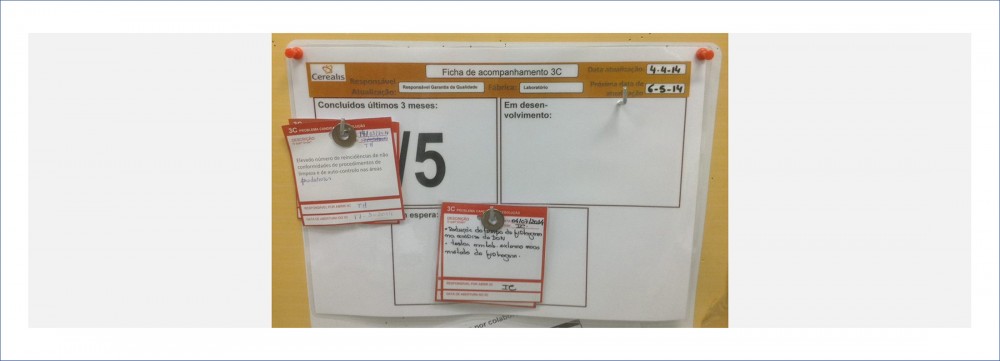
Tableau de suivi de la remontée des problèmes
À titre d’exemple d’application de la méthodologie 3C, nous décrivons un cas particulier qui s’est produit dans l’emballage des pâtes, plus précisément un problème de paquets rejetés pour avoir dépassé la spécification de poids.
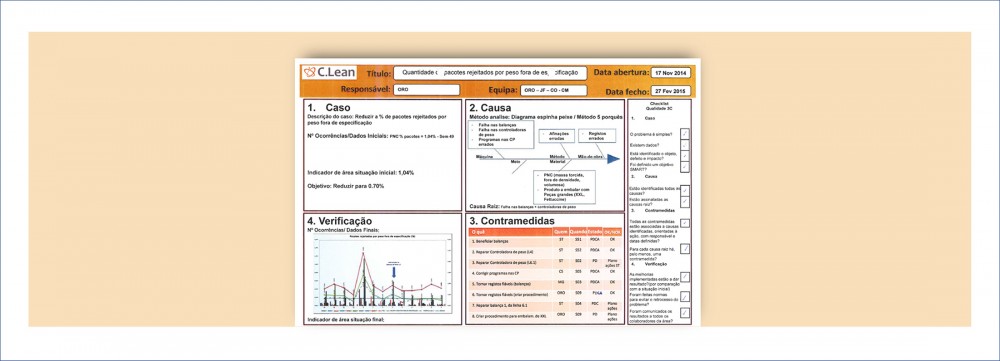
Exemple de résolution de problèmes 3C
Comme il s’agissait d’un projet de grande envergure, il a fallu créer une série de mécanismes pour gérer et suivre le processus de mise en œuvre.
À ce titre, le premier outil à créer a été une salle de contrôle de mission et des réunions hebdomadaires pour assurer le suivi du plan de mise en œuvre. L’objectif était de sensibiliser les dirigeants aux tâches qu’ils auraient à accomplir pour réussir dans le déploiement du KAIZEN™ Quotidien de sorte qu’un forum pour résoudre les difficultés et clarifier les doutes a également été mis en place.
Les audits ont constitué un autre mécanisme de suivi de la mise en œuvre du programme KAIZEN™ Quotidien. Un système d’audits trimestriels a été créé pour évaluer la qualité de la mise en œuvre de l’outil, les bénéfices réels de sa mise en œuvre et le degré d’appropriation par l’équipe. À la fin de chaque audit, un rapport a été élaboré avec une analyse statistique des résultats, un résumé des bonnes pratiques observées et le plan d’action de chaque équipe.
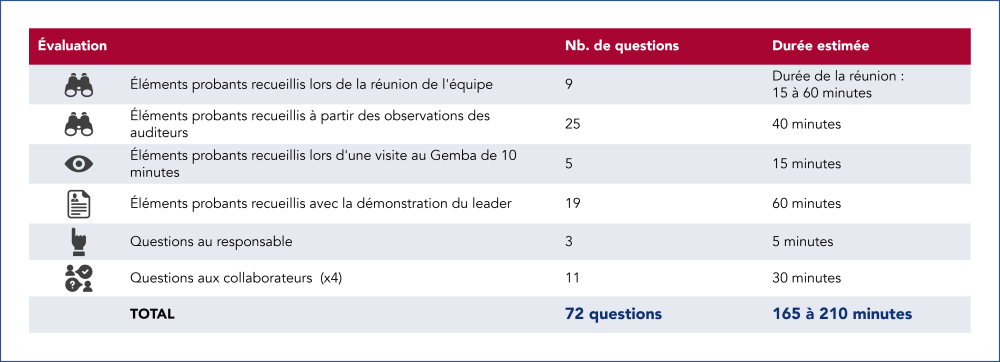
Structure de l’audit
L’amélioration des résultats vérifiés à chaque audit a été remarquable principalement au niveau de la culture d’équipe et des bénéfices générés par les nouvelles routines.
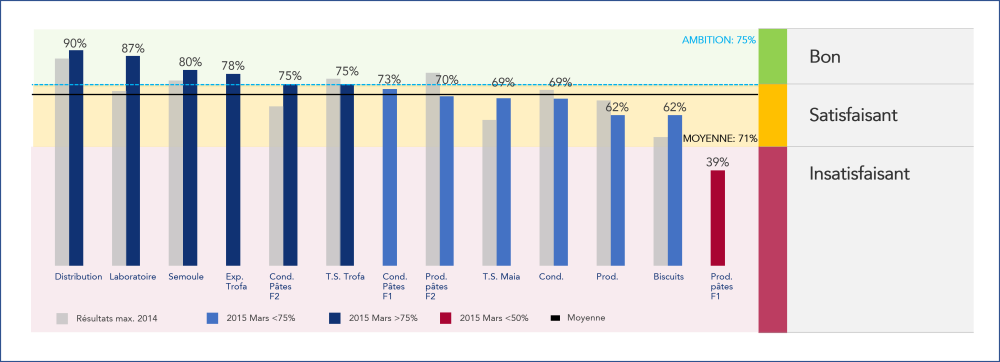
Évolution des résultats de l’audit
Résultats et prochaines étapes
Grâce au déploiement de routines d’amélioration continue dans l’ensemble de la structure de gestion industrielle, des améliorations significatives ont été constatées non seulement sur le plan culturel, mais aussi directement sur les KPIs.
L’efficacité globale mesurée par le TRS (taux de rendement synthétique des équipements) a augmenté de 9%, les déchets de matériaux (sous-produits) ont été réduits de 26%, le taux de retour sur ventes a diminué de 20 % et la couverture des stocks de matériaux d’emballage a diminué de 13%.
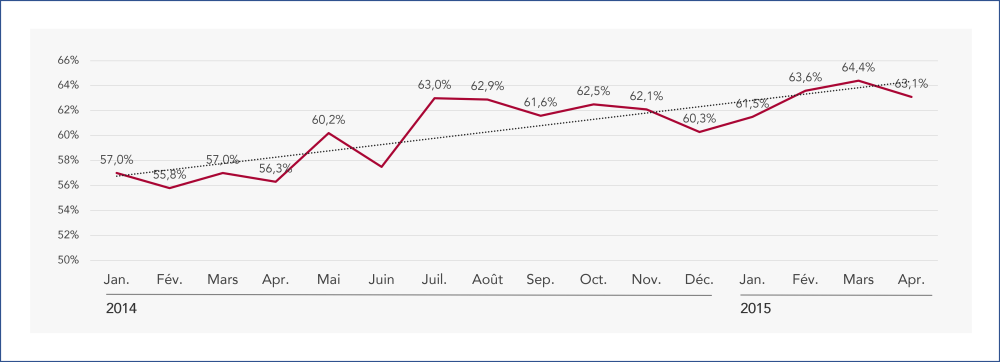
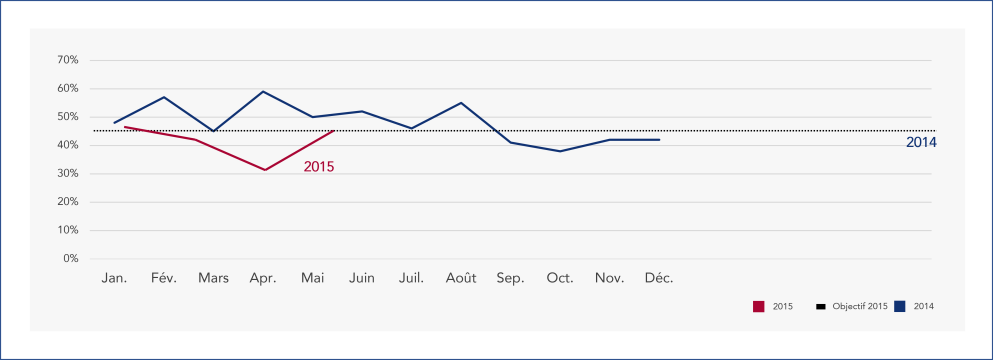
Évolution de l’efficacité globale des 3 usines
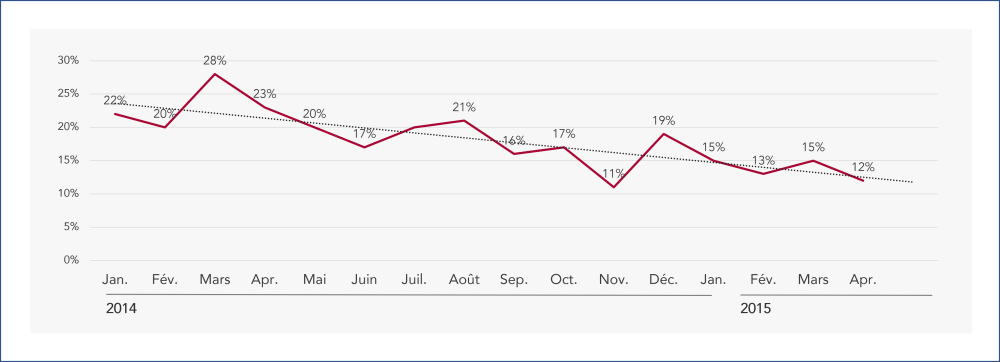
Évolution du taux de déchets
Évolution de la couverture des stocks
Ces résultats ont représenté une économie de 49 000 € la première année, après le déploiement dans toutes les équipes.
Conclusion
La principale conclusion est que la culture et l’engagement de la direction sont les facteurs les plus importants pour le succès de ce type d’initiative. D’autre part, il est prouvé que les solutions développées ont plus de succès lorsqu’elles sont conçues par des membres de toute la hiérarchie et fortement encouragées par les dirigeants.
Le processus d’audit s’est également avéré être l’un des principaux outils d’encouragement, de motivation et de contrôle. En effet, la divulgation des résultats et une approche correcte des actions correctives permettent de renforcer la coopération et d’assurer un alignement de toutes les solutions trouvées.
See more on Process Manufacturing
Find out more about transformation in this sector
See more on Culture & Organisation
Find out more about improving this business area