
Benchmarks et Études de cas
Efficacité dans l’industrie de transformation



Défi
Problèmes
- Consommation moyenne d’eau de 19,4 m³ par tonne produite
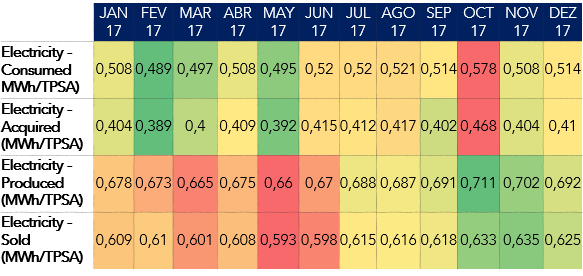
- Consommation moyenne d’électricité de 518 kWh par tonne produite
- Moyenne de 1,6 incidents de non qualité par jour
Causes racines
- Utilisation excessive de l’eau dans certains circuits et manque de mécanismes de contrôle
- Augmentation progressive du coût du NaOH de 23%
- Manque de connaissances sur l’application des sous-produits dans les processus internes
- Arrêts dus à des lectures erronées des capteurs entraînant une surconsommation au redémarrage
Solution
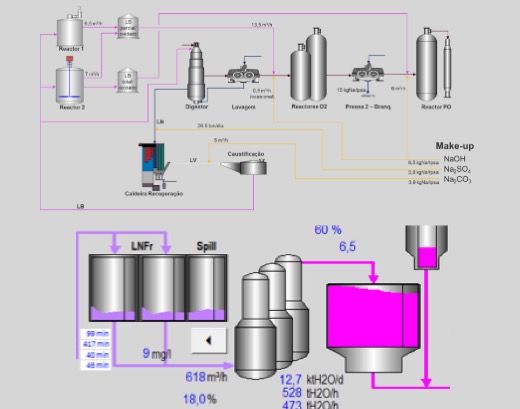
- Optimisation de l’utilisation de l’eau recyclée et réduction des obstructions
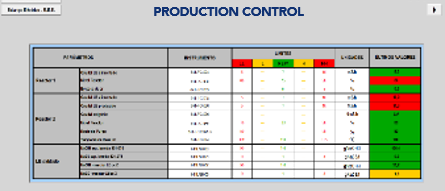
- Création d’une charte de contrôle avec des données en temps réel pour le suivi des processus
- Arrêts planifiés pour la maintenance préventive, en mettant l’accent sur le contrôle des émissions et la consommation d’énergie
- Modification du système de contrôle des composants de maintenance et des conditions de stockage
- Mise en place d’un outil de contrôle des solides traités, de gestion de la vapeur et de lavage des concentrateurs
Gains
Le projet a généré des économies annuelles de 7 millions d’euros.
Réduction de la consommation d’électricité
Réduction de la consommation d’électricité de 8%.
Elimination des incidents de non qualité
Réduction de la elimination des incidents de non qualitéd’eau de 100%.
Consommation d’eau
Réduction de la consommation d’eau de 19%.
Industrie Manufacturière
Découvrez comment transformer ce secteur