
Article
Automotive supply chain optimization: Lean frameworks and continuous improvement



The automotive supply chain is characterized by its structural complexity and vulnerability. Semiconductor shortages, geopolitical tariff shocks, and the accelerating EV (Electric Vehicle) supply chain transition are reshaping automotive supply chain management in ways that suggest these issues will require urgent attention.
Automotive supply chain optimization is a systematic process that aims to enhance flow, eliminate waste, mitigate risk, and increase responsiveness across the entire network. This process begins with the raw material suppliers and extends to Tier 1 automotive suppliers, contract manufacturers, and finally, the OEM (Original Equipment Manufacturer) assembly line. When executed effectively, it leads to quantifiable improvements in delivery reliability, inventory turnovers, and total cost. When superficial solutions are applied without addressing underlying process issues, it can exacerbate existing inefficiencies.
Organizations that achieve lasting results share a key characteristic: they approach optimization as a methodical improvement process, not merely as procurement or software implementation.
The anatomy of the automotive supply chain
Most automotive supply chains operate across three or four tiers. OEMs receive assembled modules and complex systems from Tier 1 automotive suppliers, the integrators who deliver complete seat systems, braking assemblies, or powertrain components. Tier 1 suppliers draw from Tier 2 manufacturers who produce individual components: stamped metal parts, electronics, fastener assemblies. Tier 3 and beyond supply raw and near-raw materials.
A single production vehicle contains 20,000 to 30,000 parts from hundreds of suppliers across dozens of countries. Automotive industry trends — EV demand shifts, regulatory mandates, raw material constraints, and reshoring pressures — add volatility to this structural complexity. These are not temporary headwinds; they represent a sustained redesign of global automotive supply architecture.
Within this network, automotive logistics coordinates inbound sequencing to the line, cross-docking, in-transit inventory, and outbound distribution. Each handoff between tiers is a potential point of variability. Optimizing the chain requires discipline at every step, not just at the OEM level.
Why lean supply chain principles define performance
The Toyota Production System remains the most proven framework for automotive supply chain optimization. Its core insight that flows discipline and waste elimination, not inventory buffers, make a supply chain reliable has been validated across six decades of practice. A lean supply chain carries less inventory because every stage operates with a predictable rhythm, not because targets have been reset.
Pull flow thinking replaces push-based batch ordering. Instead of producing to forecast and pushing material downstream, a pull-based system produces only what downstream consumption signals. Kanban cards, electronic signals, or consumption-triggered replenishment replace order batches that inflate inventory and amplify variability. Production flow at the plant level, sequencing material supply to each station at the right time, is the operational expression of this logic.
Standard work and daily management sustain these gains. A supply chain that improves its flow on a per-project basis and then returns to firefighting mode has not improved; it has only run a demonstration. Sustained improvement requires new standards embedded in daily operating routines, with problems surfacing visibly rather than being absorbed by buffers.
The practical translation of lean manufacturing into supply chain performance focuses on three levers: reducing lead times, reducing batch sizes, and increasing information transparency across tiers. A kaizen supply chain culture embeds this improvement logic into daily operations. Industrial cost reduction follows as a consequence, not as a direct objective. Organizations that prioritize cost tend to strip away buffers without building the flow discipline that makes lean systems work amid demand variation.
Value stream mapping (VSM) across supply chain tiers
VSM is the primary diagnostic tool for automotive supply chain optimization. In a single-site application, it maps material and information flows through a production process. At the supply chain scale, it maps flows from raw material suppliers to OEMs to dealers, crossing organizational boundaries and exposing waste that is invisible when each tier optimizes in isolation.
A current-state supply chain map typically reveals excessive inventory buffers at every tier boundary, batched order cycles that create demand spikes, quality escapes propagating downstream before detection, and information flows that travel at a different pace than material. These are the predictable consequences of a chain optimized tier by tier rather than as a system.
VSM and bottleneck capacity analysis convert these observations into a structured improvement agenda. The future-state map defines target flow conditions — reduced lead times, reduced inventory, smaller batches, tighter information loops — and the improvement projects required to get there. This is automotive supply chain management practiced at the level that produces structural results rather than incremental reductions in a single KPI.
Running a supply chain VSM exercise requires cross-functional and cross-company collaboration: OEM teams, Tier 1 operations managers, and logistics partners mapping the same chain together. A facilitated gemba-based process is necessary; the map is only as accurate as the direct observation behind it.
Map your supply chain. Find the waste. Build the roadmap.
Supply chain resilience and risk management
Supply chain risk management in the automotive industry has shifted from incident response to structural design. The semiconductor crisis, geopolitical tariff shocks, and pandemic disruptions have collectively demonstrated that a chain optimized purely for cost efficiency is fragile by design. Resilience requires deliberate architectural choices, not contingency plans.
The bullwhip effect, a supply chain dynamic, is among the most persistent and costly sources of variability in multi-tier automotive networks. A 5% shift in consumer demand at the retail level can translate into a 30–40% demand swing at Tier 2 or Tier 3, because each tier responds to its immediate customers’ order patterns rather than actual end-market consumption. Assembly lines alternate between overtime and idle time. Suppliers face constantly changing order quantities. Expedited shipping costs escalate. The lean countermeasures are well-established: production leveling (heijunka), shared demand visibility, smaller and more frequent order batches, and S&OP (Sales and Operations Planning) processes that connect end-market signals to supplier capacity planning.
Supply chain resilience strategies combine operational and structural elements. Operationally: pull-based replenishment, supply chain agility through reduced lot sizes and faster changeovers (the SMED (Single-Minute Exchange of Die) Guide addresses setup time reduction in depth), and supply chain collaboration built on transparent information sharing. Structurally: multi-source strategies for critical components, geographic diversification, and deeper supplier development for the supply base that matters most.
The supply chain control tower concept, aggregating real-time supply network data into a single visibility layer, supports proactive exception management when the underlying process discipline is already in place. Deployed as a substitute for that discipline, it shows the same firefighting in higher resolution. Sequence matters: stabilize flow, then instrument it.
Warehousing and Distribution decisions are an underweighted component of automotive supply chain resilience. Inventory positioning, cross-dock design, and milk-run logistics affect the chain’s ability to absorb demand variation without cascading disruption. Automotive inventory management tied to actual consumption patterns rather than to safety-stock formulas based on historical averages consistently outperforms conventional approaches.
Supplier relationship management and procurement
Automotive supply chains are as strong as their weakest supplier. Supplier relationship management is not a soft capability; it is a structural determinant of OTIF (On-Time In-Full) performance, quality outcomes, and total cost. The organizations with the most resilient supply chains invest in developing their supply base, not just selecting from it.
The extractive model of automotive procurement, maximizing purchase-price pressure while minimizing supplier investment, yields short-term cost reductions and long-term fragility. Suppliers at compressed margins cannot invest in process capability. Quality and productivity in discrete manufacturing suffer, and when disruption hits, these suppliers fail first.
Effective supplier development programs apply the same lean improvement methodology used internally. Kaizen Institute’s automotive operational excellence programs extend this capability into the supply base through joint gemba walks, A3 Problem-Solving on chronic quality and delivery issues, and performance transparency that creates shared accountability for OTIF and defect targets.
Automotive procurement strategy needs to distinguish between the cost of a part and the total cost of a supplier relationship. When expediting, rework, and line stoppages are included, the cheapest supplier is rarely the most economical. Demand forecast accuracy shared with key suppliers so they can plan capacity and procurement with confidence is among the highest return investments in supply chain reliability.
The EV supply chain transition
The transition to electric vehicles is not an evolution of existing automotive supply chains; it is a structural replacement. Battery supply chains require new supplier relationships, new raw materials (lithium, cobalt, nickel, manganese), new processing capabilities, and logistics designed for high-value electrochemical components. OEMs managing the simultaneous decline of ICE (Internal Combustion Engine) supply chains and build-out of EV supply chains face a complexity challenge with no historical precedent.
The geopolitical dimension concentrated rare-earth refining and battery cell production in specific regions, creating a strategic risk that supply chain optimization tools alone cannot eliminate. What lean discipline provides is the capability to adapt faster and at a lower cost. Organizations with mature flow management, strong supplier relationships, and embedded improvement cultures absorb the EV transition more efficiently than those without these foundations.
Sustainable Supply Chain Management has moved from an ESG requirement to a supply chain design input. Traceability requirements for battery minerals, carbon accounting across tiers, and circular economy mandates are creating new information and compliance flows that must be built into supply chain architecture. This is the domain where automotive digital transformation delivers genuine structural value.
Your EV supply chain needs a different kind of expertise
KPIs for automotive supply chain performance
The table below summarizes the KPIs that, tracked consistently and acted on through structured problem-solving rather than management pressure, provide the operational picture that improvement decisions require:
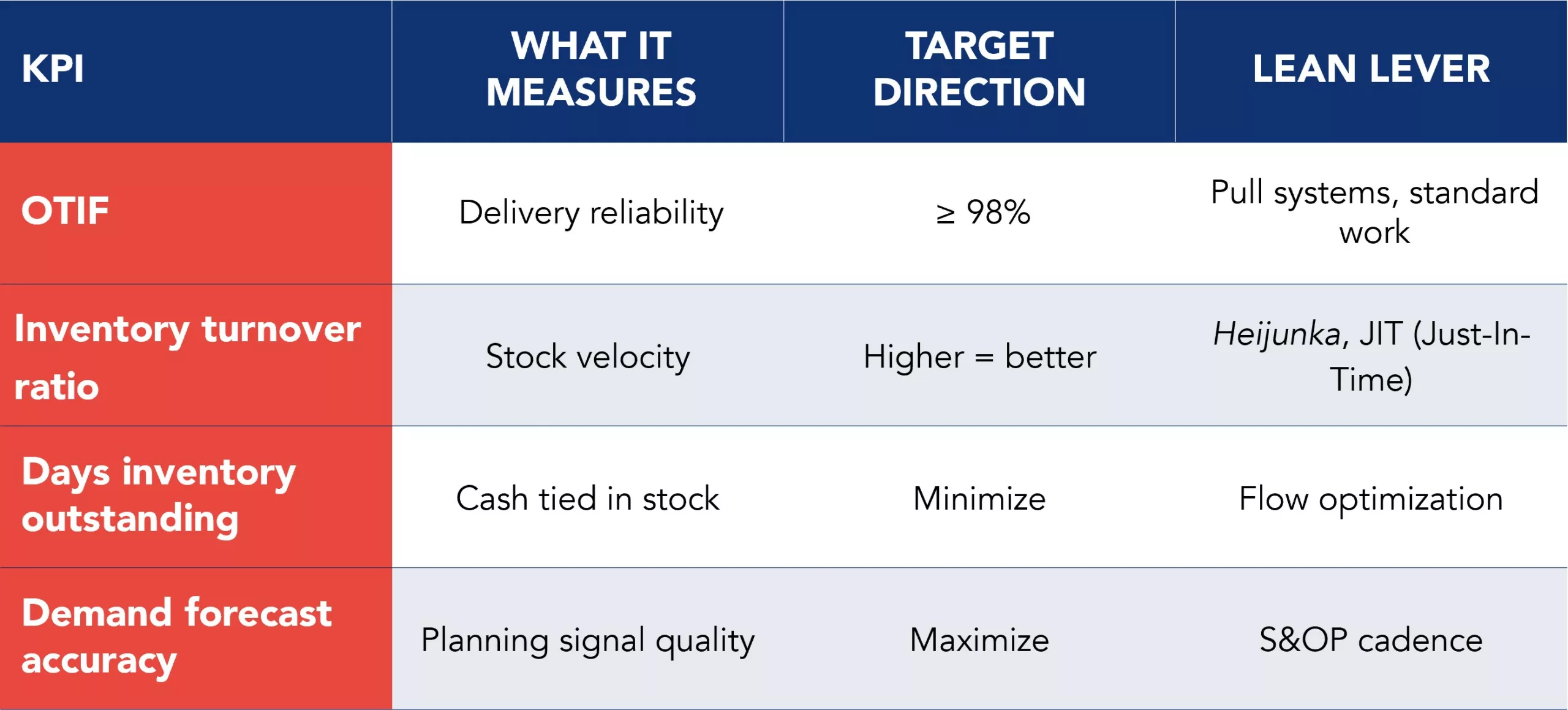
Table 1 – Key performance indicators for automotive supply chain optimization
Inventory optimization is not achieved by setting lower inventory targets; it is achieved by improving the flow conditions that make lower inventory sustainable. When OTIF rises, days inventory falls outstanding because the buffers that hide poor flow become unnecessary. These KPIs move together when lean discipline is working.
Building an optimized automotive supply chain
Automotive supply chain optimization is a long-horizon discipline, not a quarterly initiative. The organizations that lead in delivery reliability, inventory efficiency, and supply chain resilience have built these capabilities over the years through structured improvement, investment in supplier development, and a cultural commitment to surfacing and solving problems rather than buffering them.
VSM, pull flow, heijunka, supplier development, and S&OP are proven frameworks. What separates organizations that extract their full value from those that do not is the rigor of application, sustained over time and extended across the supply network.
For teams building or advancing these capabilities, certified supply chain and production training provides the structured methodological foundation that makes improvement programs durable rather than episodic.
Kaizen Institute’s automotive manufacturing solutions operationalize exactly these capabilities across three critical dimensions: efficient production systems (assembly line design and flow optimization), operational excellence (quality management and shopfloor leadership), and supply chain performance (pull planning, JIT replenishment, logistics, and parts flow). The objective is to synchronize operations, eliminate production losses, and embed the standards that make quality and output repeatable across OEMs, Tier 1, and Tier 2 suppliers. The goal is a culture of standardization and performance that sustains improvement long after the initial work is done.
Do you want to know more about automotive supply chain optimization?
What is the difference between supply chain management and supply chain optimization?
Automotive supply chain management is the ongoing operation of supplier relationships, procurement, logistics, and inventory. Supply chain optimization is the structured effort to improve those operations systematically — reducing waste, compressing lead times, increasing resilience, and improving cost performance. Management maintains the current state; optimization improves it. The two require different tools, different rhythms, and different organizational commitments.
How does the bullwhip effect damage automotive supply chain performance?
The bullwhip effect amplifies small demand changes at the consumer end into large order fluctuations upstream. In the automotive industry, this causes assembly plants to oscillate between overtime and idle capacity, while Tier 2 and Tier 3 suppliers face order volatility that makes capacity planning impossible. The lean countermeasures production leveling, shared demand data, and pull-based replenishment address the root causes rather than the symptoms.
Where does lean methodology add the most value in automotive supply chain optimization?
The highest-impact applications of lean in automotive supply chains occur at tier boundaries, where material and information handoffs lead to accumulation, delays, and distortion. Value stream mapping identifies these precisely. Supplier development programs that extend lean capability into the supply base convert those findings into sustainable performance improvement. Technology amplifies this; it does not replace it.
See more on Automotive
Find out more about transformation in this sector
See more on Manufacturing Operations
Find out more about improving this business area