
Benchmarks & Case Studies
Quality Improvement in a Powder Coatings Industry



This success story shows the case of application of the Lean Six Sigma methodology in a powder paint industrial company. The project had the goal to ensure reproducibility between a quality control step and an extruder machine in order to avoid machine downtime to validate product quality. The DMAIC (Define–Measure–Analyze–Improve–Control) approach was followed to increase by 30% the percentage of productions that do not stop for quality control approval and to consequently increase 5 percentage points of the Overall Equipment Effectiveness.
The Company
This case study is part of a larger continuous improvement project that took place at a powder paint company in Portugal.
Powder coating is one of the most advanced painting techniques, creating an effective and high-quality layer on a wide range of products. Powder paints consist of resins, pigments and additives, whose mixture gives the paint certain characteristics, depending on the desired output. The powder paint manufacturing process is divided into 3 major steps: weighing/pre-mixing, extrusion and micronization (milling).
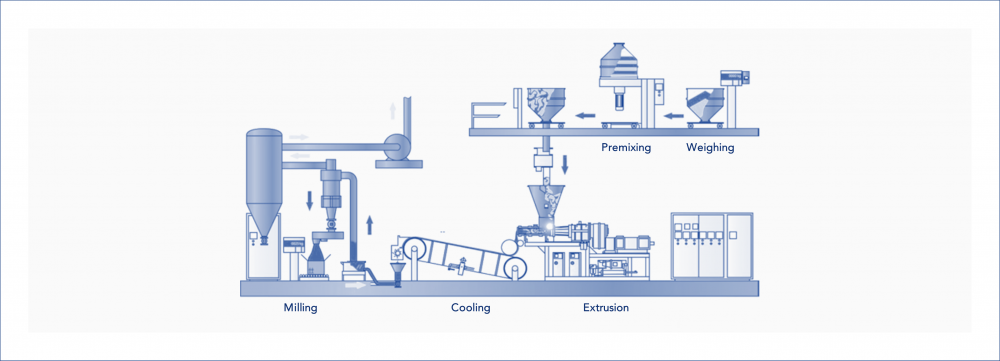
Productive Process Scheme
The Challenge
Frequent production stoppages, causing a low Overall Equipment Effectiveness (OEE), was a major concern for the company and it urgently needed attention. Thus, to achieve the stabilization of the production process, it was imperative to define parameters that ensure the minimization of variability as well as the reduction of stoppages for quality control in the process.
The company has dedicated lines to produce different products, such as the textured paints and the smooth paints, two categories of powder paints. Since it represents almost 20% of the annual production, Line C, a dedicated line for smooth paints, was chosen as the pilot.
It was set as the main goal to reach a 30% increase in non-stop production for quality control purposes in the pilot production line.
The Approach
The problem-solving model DMAIC was used to address the problem at hand.
1. Define
The frequent stops in the extruder machine, caused by the products that require a quality control check before undergoing subsequent process steps, can occur for three reasons: 1) the product did not have time to go through the Raw Materials Approval (RMA) phase; 2) the customers require a specific product that needs to stop at this stage of the process; or 3) a precedent has been set, never questioned before.
In order to measure the percentage of time that the production does not stop due to quality control, an indicator was created, designated as NSY (Non-Stop Yield):
NSY (%) = (N. products that do not stop during production)/(N. finished products)×100%
The history of the year preceding the study, with a value of NSY for the extruder of 64%, set the baseline value.
To conduct the sessions, the work team was composed of multidisciplinary elements, meeting weekly in a workshop, with daily follow-ups, when applicable.
2. Measure
Since all quality control tests are conducted in the laboratory, it was necessary to understand if the equipment can measure color and brightness in a consistent and precise way. The Measurement System Analysis (MSA) enabled to conclude that the variability present in the system is solely due to the inherent differences between parts and that the measurement system performs correctly.
In the RMA phase, the equipment that simulates the extruder behavior has associated a set of input variables that the operator can manipulate, with a direct intervention in its parameterization. After detailed statistical analysis, a preliminary conclusion has been reached – that these parameters have an impact, and it is required to explore these variables and other potential causes.
3. Analyze
The problem of reproducibility between the RMA phase and extrusion are not exclusively due to the lack of standardization of the process and the use of the wrong levels in the respective equipment. To uncover other potential causes of the problem, an Ishikawa diagram was created. This exercise was conducted through a brainstorming session with the team. Most of the identified causes were addressed, as most of them were easy to implement, reaping immediate benefits.
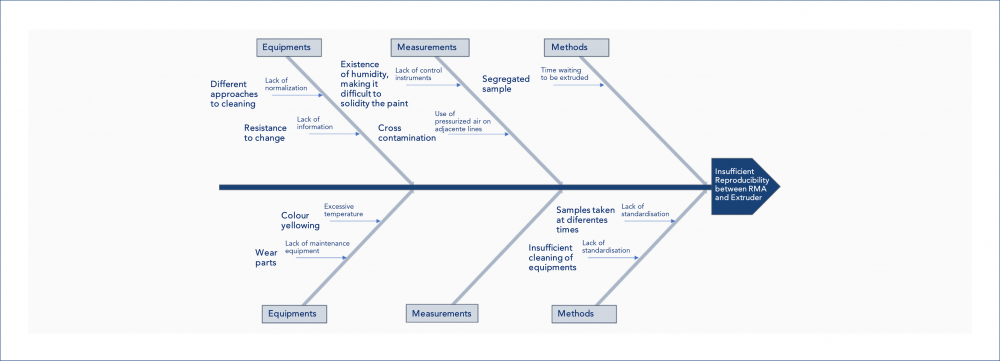
Ishikawa Diagram to analyze the insufficient reproducibility between RMA and the extruder
4. Improve
After the variance analysis, an experiment design (DOE) has been performed. Through this tool, it is intended to determine the influence of each variation factor on the quality characteristic of the product under analysis, identifying the optimal combination of factors and at which levels it is most recommended to operate.
After identifying the correct values to be used in the RMA equipment, one-point lessons (OPLs) were created with the new work standards explained step by step in a visual way. Due to the setups, it was critical to determine the time and the location in the extruder in which a sample must be taken from the product. In that sense, these moments were also standardized.
Due to the high risk of contamination, the cleaning procedures in RMA, extrusion and mill were also typified and standardized. At the same time, setup preparation records were implemented as a standard procedure. To ensure the knowledge regarding cleaning type and quality control is well disseminated between all the workers, a decision support tool has been developed, based on the sequence of products and the respective contamination risk.
In order to guarantee and enhance the results obtained through the actions listed above, some support initiatives were implemented. The first step was the restructuring of the teams by Value Stream (called flows), unlike the initial organization per sections, which allowed greater control and visibility of the entire production flow.
To implement and sustain all improvements, the first 3 levels of Daily KAIZEN™ were also implemented, which strongly contributed to the creation of a culture of continuous improvement and alignment of teams with the goals of the organization. Level 1 allowed daily monitoring of performance indicators and acting on deviations with immediate countermeasures, thus facilitating the help chain, improving communication channels and collaborators involvement. Level 2 ensured the workspace organization and the reduction of some micro-stops due to lack of material/tools. Level 3 concerning the team’s competences, improved the work efficiency and leveled the knowledge.
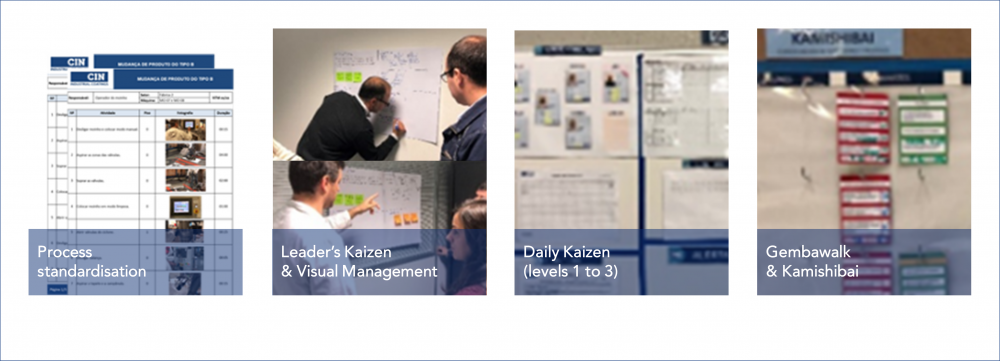
Daily KAIZEN™ implementation
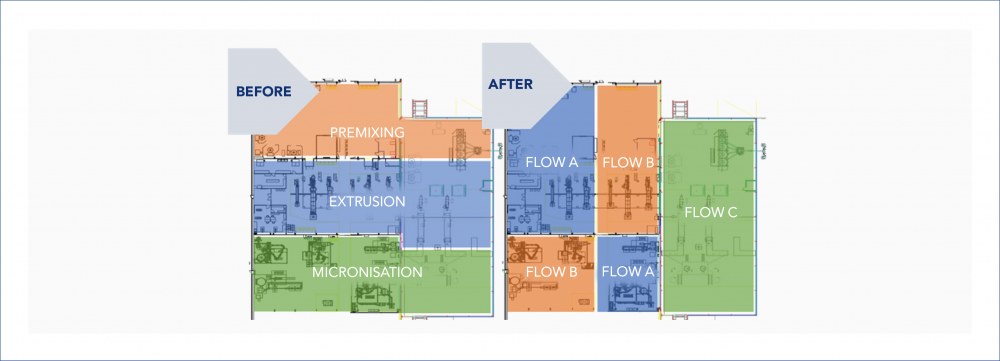
Restructuring of the teams
A Mission Control Room (MCR) has been created to control and monitor initiatives and projects, where weekly meetings (board, flow, and department leaders) and quarterly meetings (steering committee) are held. It should be noted that in these meetings the main indicators are discussed, one of them is the NSY (extruder and mill). Also, the action plan resulting from the deviations identified is discussed in the indicators as well as improvement actions.
As a deliverable, statistical training was also carried out in order to use the applied techniques and to ensure that the company has the knowledge to develop autonomously the rollout of this project for all lines.
5. Control
After four weeks of study, it was concluded that the combination obtained with the experiment design effectively reproduced 71% of the products analyzed, with an average difference of 2% between the extruder and RMA.
To ensure the sustainability of the main countermeasures defined, a program of Kamishibai audits and Gemba Walks has been developed internally for control, standards maintenance and work improvement.
The Results
In terms of benefits quantification, the project goal has been achieved with a 40% increase in NSY in the pilot line extruder. This combined effort of the team in the various aspects of the process allowed for a 20% (9 pp) improvement in the OEE indicator.
The financial saving was above 130 thousand pounds.
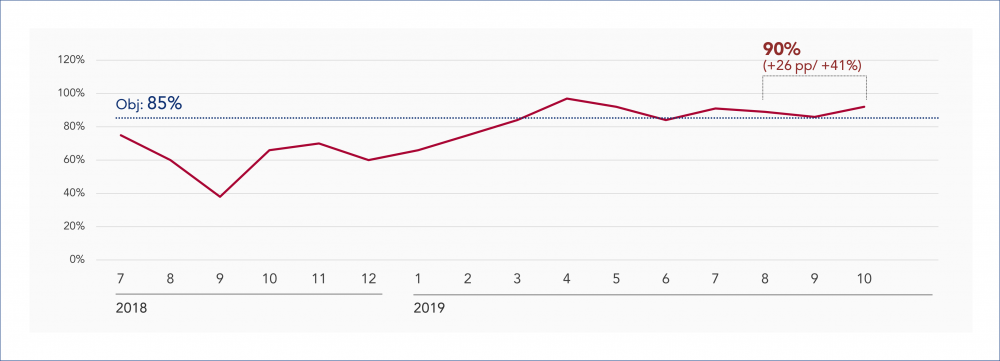
Line C NSY Evolution (2018 – 2019)
Once the respective goals have been achieved, a roadmap was defined for the deployment process, using the same approach for the remaining lines.
#processmanufacturing #quality
See more on Process Manufacturing
Find out more about transformation in this sector
See more on Quality
Find out more about improving this business area