
Article
What is discrete manufacturing? Definition, types, and continuous improvement



A visit to the shop floor of a precision-tools plant, an automotive assembly line, or a medical-device factory will allow you to experience the world of discrete manufacturing firsthand. It is the largest and most operationally complex segment of industry, and the one where minor discrepancies in flow, planning, and standard work can mean the difference between a profitable and a cash-burning plant.
This guide provides a practical definition of discrete manufacturing, clear comparisons with process manufacturing, specific examples, and the operational levers that influence performance. However, the manufacturing process itself is only half the story. The other half is how you manage it, and this is the part that most articles neglect.
What is discrete manufacturing?
Discrete manufacturing is the production of distinct, countable items assembled from components that can be touched, separated, disassembled, and individually traced. Cars, aircraft, smartphones, appliances, medical devices, and industrial tools are all discrete manufacturing outputs. Each unit is built to a bill of materials, follows a defined production routing, and ships as an identifiable serial number rather than a volume or a weight.
Four characteristics define a discrete manufacturing environment:
- Products consist of distinct physical components that retain their identity within the finished unit, which is why a car can be stripped down to its parts, but a ton of polymer cannot.
- Production is organized around assembly steps and routings rather than recipes.
- Output is measured in units rather than liters or kilograms.
- Every unit can, in principle, be reverse engineered into its parts, which is what makes traceability and quality control possible.
Discrete vs. process manufacturing
The clearest way to understand the difference between discrete manufacturing and process manufacturing is to ask one question: Can you take the finished product apart and recover its components? In discrete manufacturing, the answer is yes; in process manufacturing, it is no. Once milk becomes yogurt or feedstock becomes plastic resin, the inputs are gone, and that single difference cascades through planning, scheduling, costing, and IT systems.
Our deeper treatment of Discrete and Process Manufacturing expands on each axis, but the comparison below captures the operational essence.
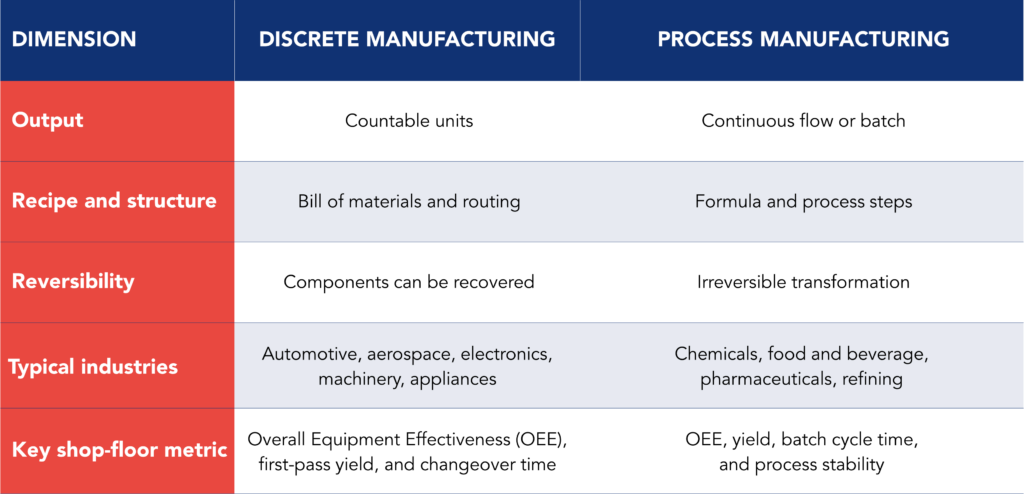
Table 1 – Comparison table: discrete vs. process manufacturing operations
Some plants run both models on the same site. An appliance manufacturer, for example, may compound polymers upstream and then assemble housings downstream as discrete units. Recognizing which logic governs which value stream is the first step in designing the right planning system.
Discrete manufacturing examples and types
Common examples of discrete manufacturing include passenger vehicles, commercial aircraft, smartphones, washing machines, hospital monitors, hydraulic pumps, CNC tools, and modular furniture. Most operations sit on a spectrum defined by how directly customer demand drives production.
Make-to-Stock (MTS) describes standard products built to forecast demand and pulled from finished-goods inventory, common in consumer electronics and household appliances. Make-to-Order (MTO) manufacturing reverses that logic: production starts when an order arrives, reducing inventory but extending lead time, and is common in industrial equipment. Assemble-to-Order and Configure-to-Order (ATO and CTO) sit between the two, with sub-assemblies pre-built and final combinations made by customer specification; modern automotive plants and IT hardware operate on this model. At the far end sits Engineer-To-Order (ETO), where each unit is designed around the customer specification, as in heavy machinery and capital equipment.
Layout is the second axis. Assembly-line production suits high-volume, low-variety products, where flow is continuous, and stations are tightly balanced. Job shop manufacturing suits the opposite case of many product types, small batches, and frequent route changes. Most discrete plants today operate high-mix, low-volume portfolios, which force a hybrid built around cellular layouts, flexible manufacturing systems, and pull-based flows that keep work-in-process under control.
Bill of materials, routing, and work order management
Three structural artifacts run a discrete plant: the bill of materials, the routing, and the work order.
The Bill of Materials (BOM) is the hierarchical recipe of every component, sub-assembly, and raw input that a finished unit requires, often multi-level and sometimes running into millions of line items for products such as commercial aircraft. Accurate BOM data is the precondition for everything downstream, from component purchasing through standard costing to product traceability, and BOM errors are the usual root cause when material availability and schedules drift out of alignment.
Production routing is the ordered sequence of operations a unit follows through the plant, covering cut, drill, mill, weld, assembly, test, and pack steps. Each step is tied to a workstation, a standard time, and a quality check.
Work order management turns BOM and routing into executable instructions: pulling components, releasing the order to the floor, tracking progress, and closing it when the unit ships. Product traceability sits atop this layer, recording the serial numbers and lot codes of every component that entered each unit, which makes recalls, warranty analysis, and regulated-industry audits practical.
Is operational complexity straining your shop floor?
Production planning and scheduling in discrete manufacturing
Production planning in discrete environments answers three nested questions: what to produce, when, and with which resources. At the top sits demand planning and the sales-and-operations process, aligning commercial expectations with operational capacity over a multi-month horizon. Below that, master scheduling decides which finished products are built each week, and capacity planning checks whether each work center – including machines, tools, and operators – can absorb the load.
Production scheduling is the daily translation of that plan into a sequence of orders on each workstation, and two trade-offs dominate it. The first is batch size: larger batches reduce setup losses but inflate work-in-process, while smaller batches improve flow but demand fast changeovers. The second is sequence, since the order in which products pass through a shared resource determines how much setup time the plant incurs over the course of the day. Plants that ignore sequencing routinely lose 10 to 20% of available production hours to unnecessary changeovers.
Shop floor management and performance
Shop floor management is where strategy meets reality. The plan only matters if the floor executes it, and the floor only executes reliably when three disciplines are in place: standard work and daily management that hold across shifts, visual performance management that makes problems impossible to hide, and structured problem-solving at the gemba rather than in meeting rooms.
Three metrics tell you almost everything about discrete shop-floor performance. OEE, calculated as Availability x Performance x Quality, measures how much theoretical production time a machine converts into good output. World-class operations sit at around 85%, while most discrete plants run between 40 and 60%, meaning roughly half of their installed capacity is invisible to anyone who doesn’t measure it. First-pass yield tracks the share of units that exit the line without rework or scrap and exposes process capability problems faster than any other indicator. Changeover time measures the minutes lost when a line switches between products, and it is the highest hidden cost in high-mix, low-volume environments.
A well-built KPI Tree connects these floor-level metrics to plant performance and business outcomes, so improvement teams know which lever to pull and why. Without that connection, OEE drifts into a vanity metric, tracked on a board but disconnected from the decisions that would move it.
Discrete manufacturing ERP and digital systems
Discrete manufacturing Enterprise Resource Planning (ERP) platforms, including SAP, Oracle, Microsoft Dynamics, and Infor, sit at the center of the digital stack and hold the BOM, routing, work-order, inventory, and costing logic that the entire plant runs on. Around the ERP, a Manufacturing Execution System handles real-time shop-floor data, IIoT (Industrial Internet of Things) sensors capture machine signals, and an analytics layer feeds predictive maintenance, advanced scheduling, and digital twins.
The practitioner truth is that discrete manufacturing software amplifies operational discipline rather than creating it. Plants that deploy ERP or Manufacturing Execution System (MES) onto unstable processes simply get faster reporting on the same dysfunction. Industry 4.0 and Discrete Manufacturing deliver real returns only when lean foundations are already in place: standard work, gemba routines, and stable changeovers that make the data flow into the digital layer worth acting on.
Want to advance Manufacturing operations?
Continuous improvement in discrete manufacturing
This is the layer competitors leave out, and it decides whether a discrete plant performs in the top quartile of its sector or settles into permanent firefighting. Continuous improvement in manufacturing, grounded in lean manufacturing principles and kaizen practice, gives operations leaders the toolkit to convert the OEE, yield, and changeover gaps above into recovered capacity, lower cost, and shorter lead times, without major capital investment.
Four levers consistently move the needle in discrete environments. The first is Value Stream Mapping, which exposes where time and inventory accumulate across the end-to-end flow, almost always far more than leadership initially assumes. The second is the 5 steps of SMED, which reduce changeover time on critical equipment, often by 50 to 70% within a focused workshop cycle, freeing capacity without equipment purchase. The third is daily kaizen routines at the team level, including short stand-ups around visual boards and structured problem-solving on real defects, which build the muscle that sustains performance between major projects. The fourth is the structured improvement of quality and productivity in discrete manufacturing, which closes the gap between current and target first-pass yield through disciplined root-cause work.
The pattern is often consistent across manufacturers: plants that combine these four levers achieve productivity gains of 20 to 35% within 12 to 18 months, without major capital expenditure. The Kaizen Institute’s case Continuous improvement at Walter Tools, a precision tools manufacturer, and the Lean Transformation delivered at Eugster & Frismag both illustrate how Kaizen manufacturing principles applied with discipline, reshape discrete operations from the shop floor up. Both case studies fit in the broader principles of Continuous Improvement in Manufacturing.
Discrete manufacturing rewards discipline more than it rewards investment. The plants that win their categories are not the ones with the newest machines, but the ones whose bill of materials is accurate, whose schedules reflect real capacity, whose changeovers are measured in single-digit minutes, and whose teams improve their work every day. A focused Operational excellence assessment is the fastest way to see where your plant sits today and which lever to pull first.
Driving flow efficiency in discrete manufacturing
At Kaizen Institute, we assist businesses in transitioning from fragmented operations to synchronized, high-performing systems. Through our manufacturing operations consulting, we cultivate a culture of streamlined efficiency that standardizes processes across shifts, lines, and sites, ensuring quality is integrated into each step and costs are reduced without depending on individual effort. Furthermore, our discrete manufacturing consulting services are designed to enhance equipment reliability, process stability, and operational synchronization. By implementing daily management routines that keep teams accountable and problems visible, we empower your workforce to move from passive oversight to active response, reducing waste at the source and consistently meeting demand.
Still have some questions about discrete manufacturing?
What is the difference: discrete manufacturing vs. process manufacturing?
Discrete manufacturing produces countable, assembled units such as cars, devices, or machinery that can be disassembled into their components. Process manufacturing produces materials through irreversible transformations, such as chemicals, food, or fuel, that cannot be taken apart once produced. That single difference shapes how planning, scheduling, quality control, and IT systems are designed throughout the plant.
Why is OEE important in discrete manufacturing?
OEE captures availability, performance, and quality in a single number, exposing capacity that is otherwise invisible to plant leadership. Discrete plants typically run at forty to sixty per cent OEE, compared with a world-class benchmark of close to eighty-five per cent, so the gap usually exceeds any reasonable capital expansion plan. Closing that gap through kaizen is faster, cheaper, and more sustainable than adding new equipment.
How does continuous improvement apply to discrete manufacturing?
Continuous improvement targets the structural losses in discrete production: long changeovers, unbalanced flow, quality defects, and unplanned downtime. Through SMED, value stream mapping, standard work, daily kaizen, and visual performance management, plants convert these losses into recovered hours, lower inventory, and higher first-pass yield, typically within 12 to 18 months.
See more on Discrete Manufacturing
Find out more about transformation in this sector
See more on Manufacturing Operations
Find out more about improving this business area