Case Study
Maximizing Efficiency in the Synthetic Rubber Industry



The Company
The company is a global leader in the synthetic and chemical rubber markets, ranking among the top ten companies worldwide. Formed through a merger of two companies in 1999, it operates production centers in Spain, Mexico, and China. With over 55 years of experience in the challenging synthetic rubber market, the company offers over 100 products. It supplies an extensive range of chemicals to various sectors, including chemical, agrochemical, pharmaceutical, cosmetic, and automotive industries.
The Challenge
The company faced several challenges in its production processes. There was a lack of energy waste awareness and a culture poorly focused on workplace organization and routine standardization.
Additionally, the company generated high waste and out-of-specification products on the finishing lines, leading to long changeover times and frequent equipment stoppages due to breakdowns. Deviations in chemicals consumption and packaging materials were also common, worsened by communication restrictions between departments and natural work teams.
These issues led to inefficiency and high operational costs, negatively impacting the company’s productivity and overall performance.
The Approach
To address these challenges, the company implemented a Global Lean Project with a comprehensive strategy that included the following actions:
– Implementing Daily Kaizen: Levels I, II, and III to promote continuous improvement;

– Process Improvement: Focused on products generating the most waste and in need of equipment adaptation;
– Structured Problem Solving: Projects aimed at reducing out-of-specification products by addressing causes such as color generation, variances in packaging materials, moisture, and contamination;
– Energy and Resource Optimization: Changes in technical specifications to reduce water and electricity consumption;
– Standardizing Cell-Level Reliability: Teams focused on resolving line availability issues, including breakdowns, process inefficiencies, and production delays.
– Kaizen Events:
- SMED (Single-Minute Exchange of Die): Implemented to reduce changeover times;
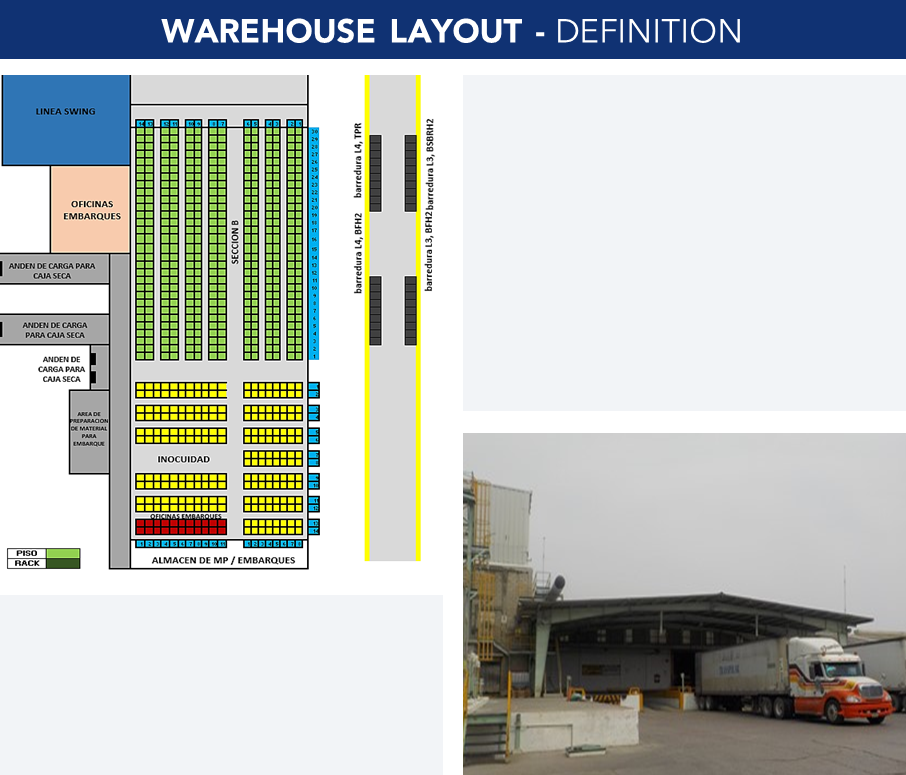
- Kobetsu Kaizen: Focused on resolving specific issues like chemicals consumption, warehouse layout; and increasing line productivity.

– Safety System Model Development: Implement a safety system model;
– Warehouse Layout Redefinition: Define and optimize the warehouse layout;
– Energy Consumption Improvement: Focused on reducing energy consumption at various stages of the production process.
Results
The project generated substantial benefits and significant savings without the need for investment, resulting in an immediate payback.
The hours required for product changeovers were reduced by 8%, and energy consumption decreased by 30%.
Additionally, plant availability increased by 9%, while chemical and packaging consumption was reduced by 3%.
These results also highlighted the intangible benefits of implementing a continuous improvement model throughout the company, thereby enhancing overall operational efficiency and effectiveness.
See more on Improvement Projects
Find out more about improving this business area
See more on Chemical and Plastic
Find out more about transformation in this sector