
Article
Planned Maintenance: Excellence in Equipment Management



Planned maintenance plays a pivotal role in optimizing production systems. In a highly competitive and dynamic business environment, companies increasingly recognize the importance of maximizing the availability and reliability of equipment. In this perspective, planned maintenance is essential to achieving these objectives.
In the current scenario, where companies face challenges such as increased competition, pressure for cost reduction, and the need for greater efficiency, planned maintenance becomes a distinguishing factor. By investing in a systematic and proactive maintenance approach, organizations can maximize the availability and reliability of equipment and processes at the lowest possible cost.
Introduction to Total Productive Maintenance (TPM)
TPM (Total Productive Maintenance) is a management and maintenance approach from Japan and was developed by the Japan Institute of Plant Maintenance (JIPM) in the 1970s. It was initially introduced by Nippondenso, a member of the Toyota Group, to enhance the efficiency and reliability of equipment.
TPM aims to achieve maximum production system efficiency, involving all company members in eliminating losses. It goes beyond conventional maintenance, focusing on operational excellence, downtime reduction, quality improvement, productivity increase, and maximizing existing resources. The goal is to establish a culture of proactive maintenance and shared responsibility.
TPM is structured around eight pillars, providing guidelines for successful implementation. Planned maintenance plays a vital role in this system, being considered one of its fundamental pillars.
What is Planned Maintenance?
Planned maintenance is a strategic approach to maximize the availability and reliability of equipment and processes while seeking to minimize costs. It is based on structured and organized activities to achieve excellence in equipment management.
The management of the planned maintenance pillar should be with the maintenance department leader and the implementation of activities with the maintenance team.
Main Objectives of Planned Maintenance
Ensure Efficient and Reliable Equipment
Through preventive and corrective activities, planned maintenance ensures that equipment is fully operational and in optimal condition to fulfill its functions.
Optimize Equipment Life Cycle Cost
By scheduling and executing maintenance in a planned manner, it is possible to reduce costs by avoiding unexpected failures and breakdowns, extending the equipment lifespan, and optimizing spare parts.
Empower Individuals Involved with the Equipment
Planned maintenance involves training and empowering operators and technicians to play an active role in equipment maintenance and care, contributing to the effectiveness and efficiency of operations.
Contribute to Building a Safe, Pleasant, and Motivating Work Environment
It is possible to identify and correct potential safety risks through planned maintenance, providing a safer and motivating work environment.
Essential Activities for Planned Maintenance
Several activities are essential for planned maintenance to work properly:
- “Zero Breakdown” Activities: Involves breakdown recording and analysis and the revision of work procedures to avoid recurring problems.
- Structuring and Systematizing Planned Maintenance: Analyze the existing system, develop information flowcharts, and define standard reports for planned maintenance management.
- Lubrication Management: Define standard visual control, standard lubrication routes, and the general planning of equipment lubrication.
- Spare Parts Management: Define stock locations, review specifications and parts quantities, and review the stock management system to ensure adequate supply.
- Maintenance Cost Management: Define/review classification criteria, establish a cost management system, and define guidelines and goals for controlling and reducing maintenance costs.
- Scheduled Maintenance Management: Review activity management systems, define types of interventions on equipment and criteria for selecting them.
- Support for Autonomous Maintenance: Maintenance teams are also responsible for supporting autonomous maintenance activities carried out by equipment operators.
These activities are an integral part of planned maintenance and contribute to effective equipment management, ensuring their availability, reliability, and optimized performance.
Types of Actions in Planned Maintenance
Planned maintenance involves implementing two main types of actions: preventive and post-failure. These actions play a key role in ensuring equipment availability and reliability, minimizing unplanned downtime, and improving operational efficiency.
Preventive actions are carried out to avoid equipment failures. Some of the main preventive actions include:
- Comply with maintenance plans, including executing standardized routes: Maintenance plans comprise planned preventive activities for each piece of equipment, such as inspections, lubrications, part replacements, and adjustments. Adhering to these plans makes it possible to identify and correct issues before they become failures affecting equipment operation.
- Performing restorations and replacements to reinstate original conditions: Through preventive maintenance, it is possible to restore equipment to its original condition, correcting wear and tear and damages. In addition, when necessary, replacing worn or obsolete components contributes to maintaining the appropriate efficiency and performance of the equipment.
- Improving tasks to prevent failures: Through continuous analysis and review of maintenance tasks, it is possible to identify improvement opportunities to avoid failures. This might involve optimizing work methods, implementing best practices, and utilizing advanced technologies.
- Teams’ training and update on work techniques: Proper training and education of maintenance teams are essential to effectively execute preventive actions.
On the other hand, post-failure actions are carried out after a failure occurs in the equipment. These actions aim to investigate and correct the root causes of the failure to prevent its recurrence. Some of the main post-failure steps include:
- Investigating and recording the failure, providing a detailed description: Through detailed investigation, it is possible to understand the circumstances under which the failure occurred and identify factors that might have contributed to the problem. Use methodologies like the 5W1H.
- Conducting failure analysis to uncover the root cause: Failure analysis involves identifying the root causes. This can be done through techniques such as fault tree analysis, Ishikawa diagram (fishbone), or other suitable methodologies.
- Correcting the root cause and suggesting blocking measures to prevent recurrences: Based on the failure analysis, take corrective actions to address the identified root causes. This might involve implementing process improvements, equipment adjustments, additional training, or other specific measures. Also, it is vital to propose measures to block the recurrence of the failure, such as updating standards, modifying components, or implementing monitoring systems.
By adequately performing preventive actions and implementing necessary corrective actions after a failure, it is possible to maximize operational efficiency, reduce costs, and minimize the impact of failures on production processes.
Benefits of Planned Maintenance
Planned maintenance offers a series of significant benefits for organizations that adopt it.
Increase in Overall Equipment Effectiveness (OEE)
OEE is a KPI that measures the overall efficiency of a piece of equipment or process. Planned maintenance contributes to the increase in OEE by enhancing equipment availability. By scheduling and executing preventive maintenance in a planned manner, it is possible to avoid unscheduled interruptions, thereby maximizing the availability and utilization of the equipment.
Reduction of Maintenance Costs
Planned maintenance allows for a proactive approach to equipment management, preventing unexpected failures and minimizing costly emergency repairs. By conducting planned preventive and corrective maintenance, it is possible to reduce the costs associated with unplanned maintenance, such as production downtime, purchasing emergency replacement parts, and hiring urgent services.
Maintenance Technicians Focused on Advanced Tasks
With planned maintenance, maintenance technicians can focus on more advanced tasks, such as analyzing data, diagnosing complex issues, implementing improvements in equipment, and optimizing processes. By reducing the need for emergency interventions, technicians have more time and resources to devote to higher value-added activities.
Extension of Equipment’s Life Cycle
Planned maintenance plays a crucial role in preserving and extending equipment lifespan. By conducting preventive maintenance, regular inspections, and proper lubrication, it is possible to identify and rectify issues before they worsen and cause severe equipment failures. This results in greater equipment durability, reducing the need for early replacements and increasing the return on investment.
Equipment Safety Improvement
Planned maintenance helps to enhance the equipment’s safety and the operations’ reliability. By identifying and rectifying potential issues before they cause failures, planned maintenance helps prevent accidents, minimize risks, and create a safer work environment.
Improvement of Product Quality
Planned maintenance also plays a role in product quality control. By preventing failures and issues with the equipment, planned maintenance reduces the occurrence of quality defects and rework. Organizations can gain a significant competitive advantage in the market by implementing planned maintenance strategies.
Steps for Implementing Planned Maintenance
Planned maintenance is implemented in 6 steps:
Evaluating the Current Situation and Organizing Technical Data
In this initial stage, the current state of the equipment is assessed, and relevant technical data is organized. This involves developing or updating equipment records, establishing evaluation criteria, and setting priorities for equipment and components for productive maintenance. In addition, it is necessary to understand the current situation by measuring the amount, frequency, and severity of failures, minor stoppages, MTBF (Mean Time Between Failures), maintenance costs, and breakdown maintenance rates. Establishing clear objectives for maintenance and defining indicators and methods to measure the results are all fundamental at this stage.
System for Managing Support Activities
In this second stage, it is necessary to establish the primary conditions to reverse deterioration and eliminate environments that accelerate wear. This might involve implementing specific improvement activities to correct weaknesses and extend equipment lifespan. Additionally, measures need to be taken to prevent the repetition of identical or similar failures and introduce improvements to reduce process failures.
Structuring Information Management System
The third stage involves structuring an information management system. This includes, but not limited to, creating a failure data management system and an equipment maintenance management system for controlling history, maintenance planning, and inspections. It is also necessary to establish a maintenance/equipment budgeting system, a system to control spare parts, drawings, specifications, etc.
Structuring Periodic Maintenance System
At this stage, preparing for periodic maintenance, including controlling spare parts, measuring instruments, lubricants, drawings, and technical data is important. A flowchart of the routine maintenance system should be prepared, selecting the equipment and components that will undergo periodic maintenance, and formulating a maintenance plan. Additionally, it is necessary to develop and/or update procedures such as material procedures, operational procedures, inspection procedures, and approval. The efficiency of fault maintenance should also be improved, as should the control of external services.
Predictive Maintenance System
In the fifth stage, equipment diagnostic techniques are to be introduced. This includes training evaluators and acquiring diagnostic instruments. A flowchart of the predictive maintenance system should be prepared, selecting the equipment and components that will undergo predictive maintenance and gradually expanding this practice. It is also essential to develop diagnostic equipment and instruments, as well as the associated technology
Evaluating the Planned Maintenance System
The final stage is the evaluation of the planned maintenance system. At this stage, we have to evaluate the improvement in equipment reliability, considering the number of failures and minor stoppages, MTBF, and failure frequency, among other indicators. It is also essential to evaluate the improvement in maintainability, considering the rate of periodic maintenance, predictive maintenance, and MTTR (Mean Time To Repair). Lastly, it is necessary to evaluate the reduction in costs, including the reduction in maintenance expenses and the improvement in the distribution of maintenance resources.
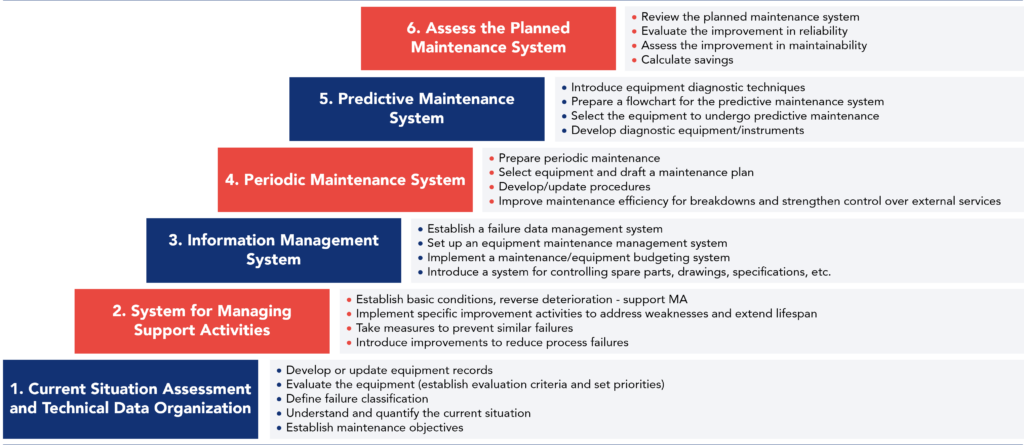
By following these six steps, it is possible to implement planned maintenance efficiently, maximizing the availability and reliability of the equipment, optimizing costs, and ensuring a safe and productive work environment.
Link Between Planned Maintenance and the Other TPM Principles
Planned maintenance plays a major role within TPM. The relationship between planned maintenance and the other pillars of TPM is one of complementarity and mutual support.
For instance, planned maintenance is closely linked to the autonomous maintenance pillar, where operators actively maintain the equipment. Through planned maintenance, operators receive appropriate support and guidance on the maintenance actions.
Moreover, planned maintenance is related to the specific improvement pillar. Through data analysis and failure information, planned maintenance allows for identifying recurring failures and implementing corrective actions to eliminate root causes. All of this is in line with the goal of specific improvement to enhance equipment reliability and performance.
These are just examples of the interaction and complementarity between pillars. The following table shows the activities that occur in parallel and complement each other.
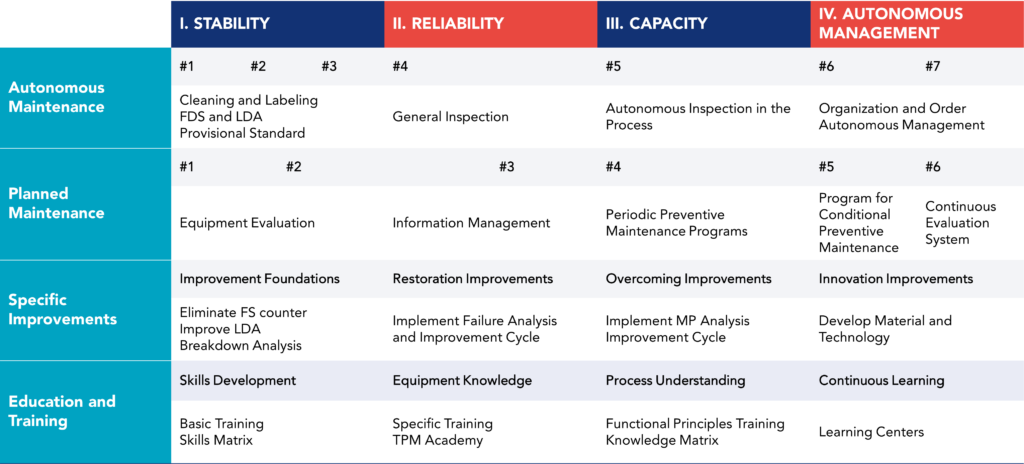
In summary, planned maintenance is an essential element of TPM, working with the other pillars to achieve maximum efficiency, reliability, and productivity of equipment and production processes.
Still have questions about equipment planned maintenance?
What is the availability of a piece of equipment or system?
Availability is the probability of a piece of equipment/system being in ideal condition at a given moment.
What is the reliability of a piece of equipment or system?
Reliability is the ability of a piece of equipment/system to perform a required function under predefined conditions for a specified period.
What are the 5W1H?
The 5W and 1H methodology is a problem analysis technique that involves asking key questions to obtain complete and relevant information about a particular subject.
The 5W and 1H comprise the following questions:
- What: Refers to the problem or subject being analyzed. What happened? What is the goal? What is the context?
- Who: Identifies the people or parties involved in the problem. Who are the affected individuals? Who are the people responsible for solving the problem?
- When: Refers to the time or moment the problem happened. When did it occur? When does it need to be resolved? What is the deadline?
- Where: Indicates the place or spatial context of the problem. Where did it happen? Where is it located? Where does it need to be resolved?
- Why: Seeks to understand the reasons or causes of the problem. Why did it happen? Why is it important to solve this problem? What are the consequences?
- How: Explores possible solutions or methods to solve the problem. How we can effectively address the problem?
By answering these questions, the 5W and 1H methodology assists in understanding the problem comprehensively, identifying the necessary information, and developing an effective action plan to resolve it.
What is Corrective Maintenance?
Corrective maintenance is a maintenance strategy involving repairs and interventions on equipment, machines, or systems only when a failure or breakdown occurs. Corrective maintenance acts only after a problem happens.
What is Preventive Maintenance?
Preventive maintenance is a maintenance strategy that involves carrying out scheduled and systematic actions to prevent failures, reduce wear, and extend the lifespan of equipment, machines, or systems. Instead of waiting for a failure to arise and taking corrective measures, preventive maintenance involves regular inspections, tests, cleaning, lubrications, and parts replacements according to a predetermined schedule.
What is Maintenance for Improvement?
Maintenance for improvement includes activities that prevent future equipment breakdowns, facilitate inspection, repair, use, and ensure safety.
What is Maintenance Prevention?
Maintenance prevention means that when designing or purchasing equipment, it is important to consider the potential for minimal or no maintenance.
What is Productive Maintenance?
Productive maintenance considers and optimizes the use of the four types of maintenance: corrective maintenance, preventive maintenance, maintenance for improvement, and maintenance prevention.
See more on Maintenance
Find out more about improving this business area